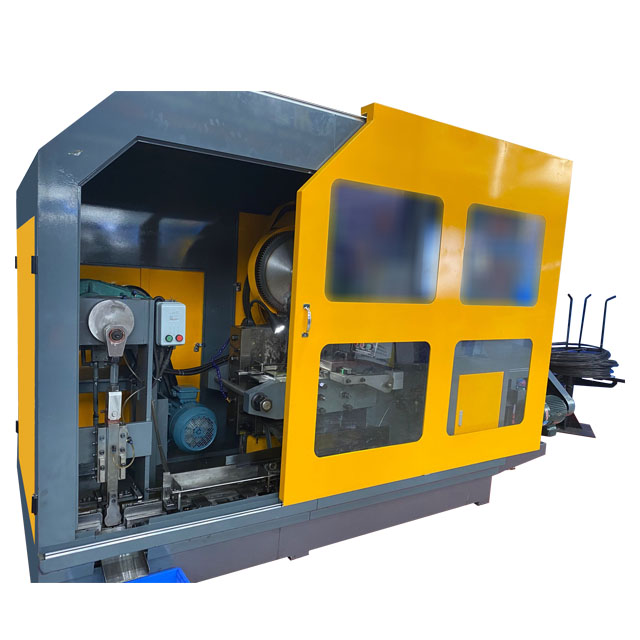
Ronen®5 Die 6 Station Bolt Former dokončuje výrobu polotovarov skrutiek v šiestich po sebe nasledujúcich krokoch: rezanie drôtom, extrúzia, tvarovanie hlavy a orezávanie. Nevyžaduje od dodávateľov samostatný nákup pomocných zariadení alebo komponentov. Stačí vložiť drôt, nastaviť špecifikácie na paneli a stroj môže pracovať nepretržite.
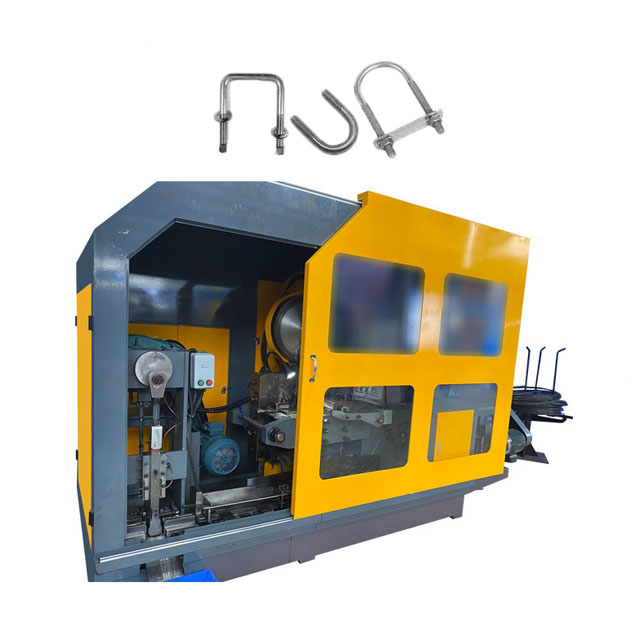
5 Die 6 Station Bolt Former používa päť sád foriem a šesť po sebe nasledujúcich pracovných staníc na vytláčanie kovového drôtu za studena do pomerne zložitých polotovarov skrutiek. Poradí si s drôtmi rôznych veľkostí a je vhodný na výrobu svorníkov so stupňovitými časťami a špeciálne tvarovanými hlavami.
5 Die 6 Station Bolt Former je pokročilý stroj na vŕtanie za studena špeciálne navrhnutý na výrobu zložitých alebo veľkých skrutiek. Používa päť foriem a šesť staníc na vykonávanie série operácií na drôtenom polotovare. Ďalšie stanice umožňujú ďalšie kroky, ako je orezávanie hrán, dierovanie alebo viacnásobné jemné spracovanie, čo umožňuje vytváranie zložitých geometrií hlavy, ktoré jednoduché stroje nedokážu dosiahnuť.
Tento proces začína zavedením zvitkov drôtu do formovača skrutiek s 5 zápustkami. Drôt je najprv narovnaný vyrovnávacím strojom, aby sa eliminovali akékoľvek ohyby, a potom narezaný na konkrétne dĺžky strojom na presné rezanie, aby sa vytvorili predvalky. Konzistencia predvalkov je rozhodujúca, pretože poskytuje potrebný presný objem kovu pre následné viacnásobné fázy tvarovania.
Viaceré stanice Bolt Former môžu vykonávať špecializované operácie. To zahŕňa vytvorenie počiatočných zárezov pre unášaciu drážku, vytláčanie rôznych častí tyčovej časti, orezávanie otrepových materiálov a nakoniec vytvorenie úplného obrysu hlavy. Tento postupný prístup je rozhodujúci pre zložité typy hláv.
Prednosťou 5 Die 6 Station Bolt Former je to, že dokáže vyrábať skrutky zložitého tvaru s relatívne stabilnou presnosťou. Šesť pracovísk má jasne definované úlohy: 1. pracovisko na podávanie a rezanie, 2. pracovisko na počiatočné formovanie tvaru hlavy, 3. pracovisko na predlisovanie detailov hlavy, 4. pracovisko na opracovanie stupňov alebo drážok tyčového dielu, 5. pracovisko na presné lisovanie hlavy a dielu tyče a 6. pracovisko na finálne tvarovanie každého dielu, aby sa zabezpečilo, že každý diel bude zodpovedať rozmerom.
| Model | Jednotka | RNBF-63S | RNBF-83S | RNBF-83SL | RNBF-130S | RNBF-103L | RNBF-133S | RNBF-133SL | RNBF-133L |
| Kovacia stanica | NIE | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 |
| Kovacia sila | Kgf | 35.000 | 60.000 | 60.000 | 80.000 | 80.000 | 115.000 | 120.000 | 120.000 |
| Max.odrezový pr | mm | Ø8 |
Ø10 |
Ø10 |
Ø12 |
Ø12 |
Ø15 |
Ø15 |
Ø15 |
| Max. dĺžka odrezania | mm |
80 |
80 | 115 | 135 | 185 | 145 | 190 | 265 |
| Výstupná rýchlosť | ks/min | 150-240 | 130-200 | 120-190 | 100-160 | 85-140 | 90-160 | 80-120 | 60-100 |
| P.K.O.Mŕtvica | mm | 12 | 15 | 18 | 30 | 30 | 30 | 40 | 40 |
| K.O.Stroke | mm | 70 | 70 | 92 | 118 | 160 | 110 | 175 | 225 |
| Hlavný zdvih barana | mm | 110 | 110 | 160 | 190 | 262 | 190 | 270 | 380 |
| Výkon hlavného motora | Kw | 11 | 15 | 18.5 | 22 | 22 | 30 | 37 | 37 |
| Celkové zatemnenie odrezanej matrice | mm | Ø30x45L |
Ø35x50L |
Ø35x50L |
Ø45x59L |
Ø45x59L |
Ø63x69L |
Ø63x69L |
Ø63x69L |
| Celkové zatemnenie raznice | mm | Ø40x90L |
Ø45x90L |
Ø45x125L |
Ø53x115L |
Ø53x115L |
Ø60x130L |
Ø60x130L |
Ø60x229L |
| Celkové stlmenie hlavnej matrice | mm | Ø50x85L |
Ø60x85L |
Ø60x130L |
Ø75x135L |
Ø75x185L |
Ø86x135L |
Ø86x190L |
Ø86x305L |
| Die ihrisko | mm | 60 | 70 | 70 | 90 | 94 | 110 | 110 | 110 |
| Približná hmotnosť | Ton | 6.5 | 11.5 | 12 | 15 | 19.5 | 20 | 26 | 31 |
| Použiteľná skrutka pr | mm | 3-6 | 5-8 | 6-10 | 6-10 | 8-12.7 | 8-12.7 | 8-12.7 | 8-12.7 |
| Dĺžka drieku polotovaru | mm | 10-65 | 10-65 | 15-90 | 15-110 | 20-152 | 20-100 | 20-160 | 50-220 |
| Celkové stlmenie | mm | 5300*2900*2300 | 6000*3100*2500 | 6500*3100*2500 | 7400*3500*2800 | 9000*3400*2900 | 7400*3500*2800 | 10000*3690*2900 | 10000*3690*3000 |