Metóda kovania zdrsňovania hornej časti tyče alebo drôtu pri izbovej teplote. Hlavica za studena sa používa hlavne na výrobu dielov, ako sú skrutky, matice, klince, nity a oceľové guľôčky. Materiály na kovanie môžu byť meď, hliník, uhlíková oceľ, legovaná oceľ, nehrdzavejúca oceľ a zliatina titánu s mierou využitia materiálu 80-90%.
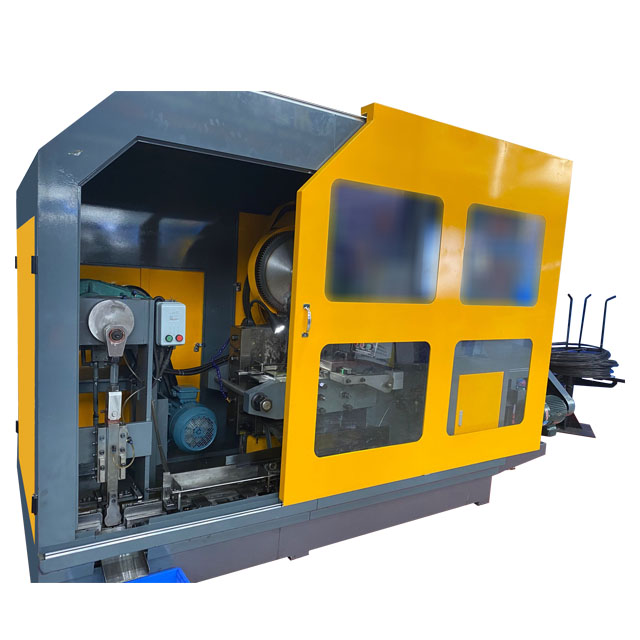
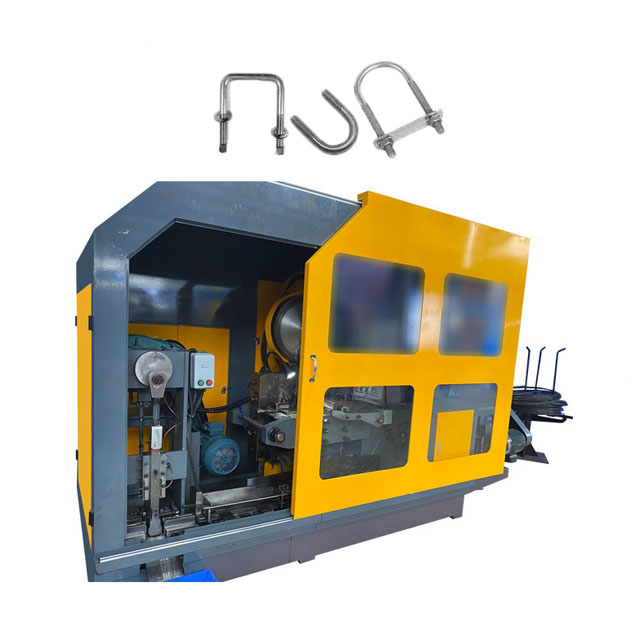
Studená hlavičkasa často vykonáva na špecializovaných strojoch na hlavičkovanie za studena, čo umožňuje kontinuálnu, viacpolohovú a automatizovanú výrobu. Na stroji na frézovanie za studena je možné postupne dokončiť procesy, ako je rezanie, hlavičkovanie, akumulácia, tvarovanie, zrážanie hrán, valcovanie drôtu, zmenšovanie priemeru a rezanie hrán. Vysoká efektivita výroby, až 300 kusov za minútu alebo viac, s maximálnym priemerom 48 milimetrov pre obrobky za studena. Schematický diagram procesu skrutkovania za studena na obrázku 1 je typický proces pre skrutky smerujúce za studena. Viacpolohový automatický stroj na česanie matice za studena znázornený na obrázku 2 je viacpolohový automatický stroj na hrubovanie matice za studena. Tyčový materiál je podávacím mechanizmom automaticky podávaný do určitej dĺžky a rezací mechanizmus ho reže na polotovary. Potom ju mechanizmus na dopravu svorky postupne odošle do akumulačných lisovacích a dierovacích staníc na tvarovanie.
Pri metóde česania za studena možno stroje raziť za studena rozdeliť do dvoch typov na základe ich rôznych spôsobov prenosu sily: mechanický prenos a hydraulický prenos. Existujú dva typy mechanickej prevodovky: manuálna a elektrická. Elektrické a ručné lisy za studena sú vhodné na lisovanie drôtov z nízkouhlíkovej ocele za studena s priemerom 4-5 mm. Hydraulická prevodovka môže byť ďalej rozdelená do dvoch typov na základe jej výkonu: hydraulický stroj na studenú hlavu z oceľového drôtu a stroj na valcovanie za studena z hydraulických oceľových tyčí.