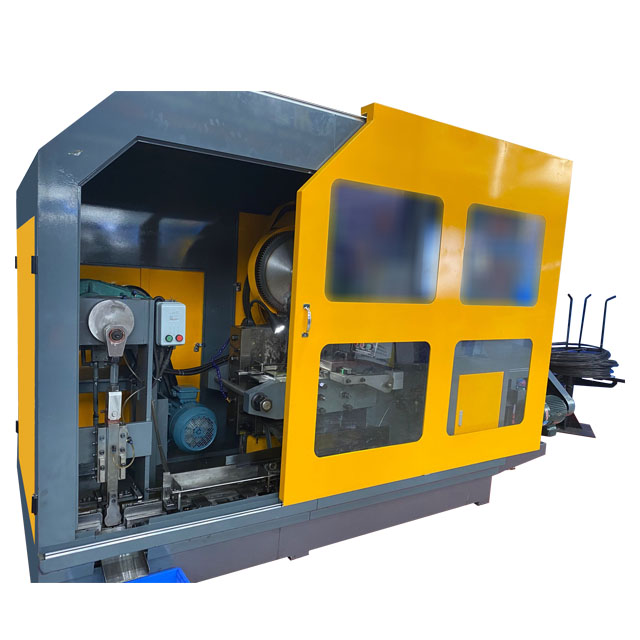
Výrobca Ronen® vyrába automatický stroj na výrobu skrutiek so 4 zápustkami a 4 vyfukovaním, ktorý tvorí polotovary skrutiek prostredníctvom štyroch krokov formy a štyroch procesov kovania: rezanie drôtom, ubíjanie, tvarovanie hlavy, konečné orezávanie. Operátori potrebujú len občasné výstupné kontroly, žiadne neustále sledovanie.
Automatický stroj na výrobu 4 vyfukovacích skrutiek používa štyri sady foriem a štyri po sebe idúce lisovacie procesy na automatickú transformáciu kovového drôtu na polotovary skrutiek. Počas výrobného procesu nie sú potrebné žiadne zásahy pracovníkov. Stroje dokončia celý proces samy.
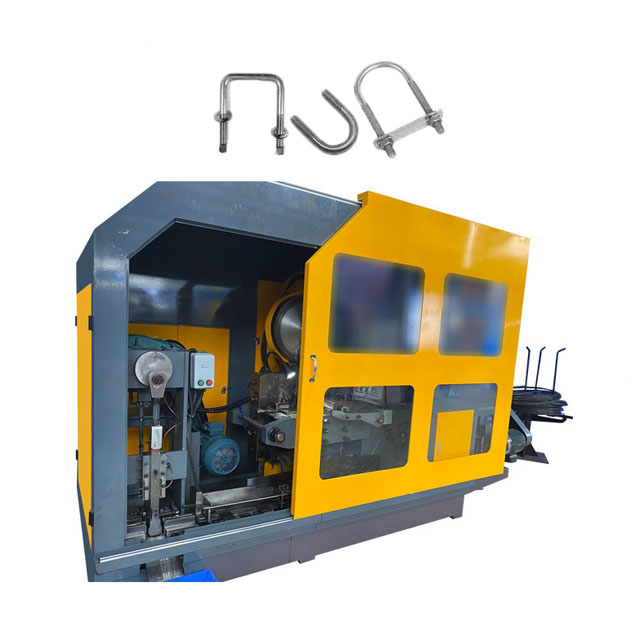
Stroj na výrobu skrutiek spracováva kovový drôt na skrutky v štyroch krokoch. Odreže časť kovového drôtu a potom ho privedie do štyroch staníc. Na každej stanici razník stlačí kovový drôt, aby vytvoril rôzne časti skrutky, ako je hlava skrutky alebo hrot skrutky. Nakoniec sa vyrobí hotová skrutka.
Vložte zvitok oceľového drôtu do automatického stroja na výrobu 4 razidiel a 4 vyfukovacích skrutiek. Počas spracovania stroj najprv narovná oceľový drôt, potom ho nareže na prednastavené dĺžky a nakoniec ho tvaruje nepretržitým spracovaním na hotové skrutky. Tento automatizovaný proces je navrhnutý tak, aby efektívne produkoval veľké množstvo skrutiek. Tento proces spája to, čo bývalo niekoľko samostatných krokov do nepretržitej prevádzky na jednom stroji.
Stroj na výrobu skrutiek bude priamo podávať materiál. Prvá matrica odreže drôt a vytvorí počiatočný tvar hlavy. Druhá matrica tvaruje hlavu jasnejšie (napríklad okraje šesťhrannej hlavy). Tretia matrica spracováva tyčovú časť (jednoduché kroky alebo zmenšenie priemeru). Štvrtá matrica dokončuje hlavu a časť tyče a nakoniec je automaticky odoslaný hotový polotovar.
| Model | Jednotka | DBF-64S | DBF-64SL |
DBF-84S |
DBF-104S |
DBF-104L |
DBF-134L |
DBF-134L |
| Kovacia stanica | NIE | 4 | 4 | 4 | 4 | 4 | 4 | 4 |
| Kovacia sila | Kgf | 35.000 | 40.000 | 60.000 | 80.000 | 80.000 | 120.000 | 120.000 |
| Max.odrezový pr. | mm | F8 | F8 |
Φ10 |
F12 |
F12 |
F15 |
F15 |
| Max. dĺžka odrezania | mm | 80 | 105 | 115 | 135 | 185 | 190 | 265 |
| Výstupná rýchlosť | ks/min | 140-210 | 130-200 | 120-180 | 90-140 | 80-130 | 75-110 | 50-80 |
| P.K.O.Mŕtvica | mm | 12 | 15 | 18 | 30 | 30 | 40 | 40 |
| K.O.Stroke | mm | 70 | 90 | 92 | 118 | 160 | 175 | 225 |
| Hlavný zdvih barana | mm | 110 | 136 | 160 | 190 | 262 | 270 | 380 |
| Výkon hlavného motora | Kw | 15 | 15 | 22 | 30 | 30 | 37 | 37 |
| Celkové zatemnenie odrezanej matrice | mm | Φ30*45L | Φ30*45L |
Φ50*50L |
Φ45*59L |
Φ45*59L |
Φ63*69L |
Φ63*69L |
| Celkové zatemnenie raznice | mm | Φ40*90L |
Φ40*90L |
Φ45 * 125 l |
Φ53*115L |
Φ53*115L |
Φ60*130L |
Φ60*229L |
| Celkové stlmenie hlavnej matrice | mm | Φ50*85L |
Φ50*110L |
Φ60*130L |
Φ75*135L |
Φ75*185L |
Φ86 * 190 l |
Φ86*305L |
| Die ihrisko | mm | 60 | 60 | 70 | 90 | 94 | 110 | 110 |
| Približná hmotnosť | Ton | 8 | 10 | 14 | 18 | 21 | 28 | 33 |
| Použiteľná skrutka pr | mm | 3-6 | 3-6 | 5-8 | 6-10 | 6-10 | 8-12.7 | 8-12.7 |
| Dĺžka drieku polotovaru | mm | 10-65 | 10-80 | 15-90 | 15-110 | 20-152 | 20-160 | 40-220 |
| Celkové stlmenie. | mm | 5300*3000*2300 | 5500*3100*2300 | 6500*3200*2500 | 7400*3500*2800 | 9000*3500*2900 | 10000*3800*2900 | 11000*3800*3000 |
Predajným miestom automatického stroja na výrobu 4 razidiel a 4 vyfukovacích skrutiek je "plne automatické + tvarovanie štyroch foriem". Je vysoko efektívny a šetrí prácu. Z hľadiska procesných efektov môže štvorformový proces so štyrmi údermi produkovať produkty s vyššou presnosťou ako proces s dvoma formami s dvoma údermi prostredníctvom presnejšieho riadenia formovania. Oblúkový prechod hlavy skrutky s okrúhlou hlavou je rovnomerný a súvislý bez zjavnej odchýlky; šesťhranná štruktúra skrutky so šesťhrannou hlavou je dobre symetrická a rozmerová chyba každej strany je kontrolovateľná. Nie je potrebné následné brúsenie a miera odpadu je nižšia.